Can Accumulation Tables Be Automated With Sensors For Full Line Control?
Modern manufacturing and distribution facilities are constantly looking for ways to reduce manual intervention and increase throughput efficiency. One area where automation can make a significant impact is in the control and coordination of accumulation tables within conveyor systems. Can accumulation tables be automated with sensors for full line control?
Yes, accumulation tables can be fully automated with sensors to achieve complete line control. Zero-pressure accumulation systems commonly use photoelectric sensors to detect product presence and communicate with PLCs to manage speed, pressure, and flow throughout the entire conveyor line.
However, the type of sensors needed, their placement, and the level of integration with your existing systems can vary significantly depending on your specific operational requirements and product characteristics. Keep reading to understand which sensor technologies work best for different scenarios, how they integrate with modern control systems, and what considerations you should factor in when designing or upgrading an automated accumulation system.
What Types Of Sensors Are Used In Automated Accumulation Systems?
Photoelectric sensors are the most common choice for accumulation applications because they can reliably detect products of varying sizes, colors, and materials without physical contact. These sensors use light beams to detect when a product enters or exits a specific zone on the conveyor, triggering the control system to adjust motor speed or activate braking mechanisms.
Proximity sensors offer another option, particularly useful for metallic products or applications where environmental factors might interfere with photoelectric beams. Inductive proximity sensors detect metal objects through electromagnetic fields, while capacitive sensors can detect non-metallic materials.
Advanced systems incorporate vision sensors or smart cameras that detect product presence and gather additional data like dimensions, orientation, and spacing. These intelligent sensors enable sophisticated control strategies while feeding valuable data back to your manufacturing execution system.
How Do Sensors Communicate With Conveyor Control Systems?
Sensors communicate information to a control system that orchestrates the entire accumulation line. Most modern systems use programmable logic controllers (PLCs) that receive sensor inputs and send commands to motor drives, brakes, and diverters.
For complex installations, industrial networks like EtherNet/IP, PROFINET, or Modbus allow sensors to communicate detailed information beyond simple presence detection. These smart sensors can transmit diagnostic data, signal strength, and configuration parameters for easier troubleshooting and predictive maintenance.
The control logic programmed into the PLC determines system responses. In zero-pressure accumulation setups, when a downstream sensor detects a stopped product, the PLC commands the upstream zone to slow down or stop before products make contact. This cascading logic prevents product damage while maximizing items stored on the line.
What Factors Should You Consider When Designing An Automated Accumulation System?
Product characteristics play a crucial role in determining the right sensor and control strategy. Reflective or transparent products can be challenging for standard photoelectric sensors, requiring diffuse or polarized sensors. Small products need sensors with tight sensing beams, while large or irregularly shaped items might require multiple sensors per zone. Heavier items need stronger braking systems and may require load cells or pressure sensors.
Environmental conditions significantly impact sensor performance. Dusty environments may require sensors with protective housings and air purge systems. Temperature extremes, moisture, chemical exposure, and ambient lighting all influence sensor selection. Industrial-grade sensors with appropriate IP ratings ensure reliable operation in harsh conditions.
Integration with existing systems and scalability should guide design decisions. Compatible sensors and controllers simplify programming and maintenance. Consider future expansion needs and integration with warehouse management or ERP systems. Standards-based communication protocols provide flexibility as operations grow.
What Are The Benefits Of Full Line Control Through Sensor Automation?
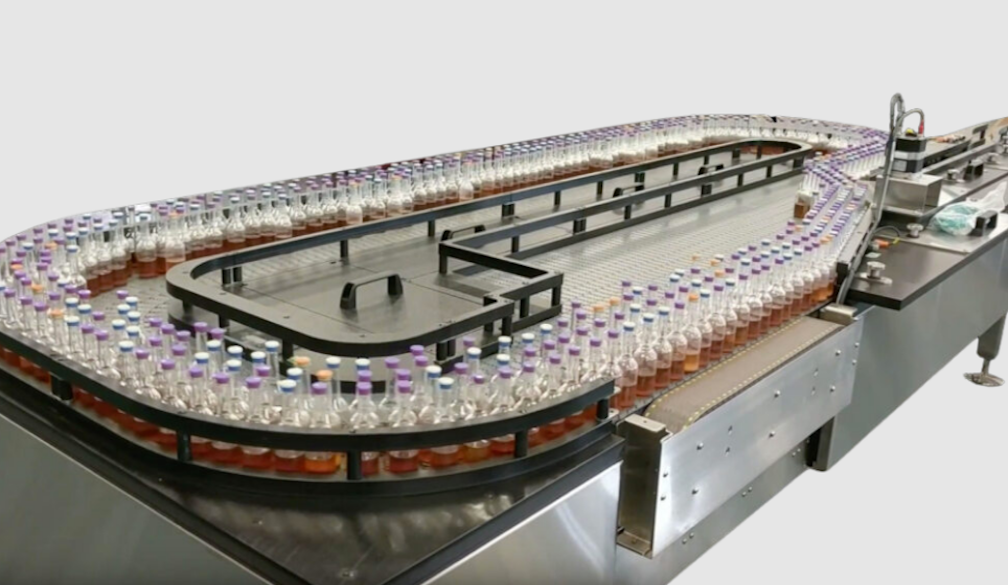
Implementing full sensor-based automation for your accumulation tables delivers immediate improvements in operational efficiency and product handling. The most significant benefit is the elimination of product damage through zero-pressure accumulation, where sensors ensure products never collide or create excessive back pressure. This protection is especially valuable for fragile items like glass bottles, packaged foods, or consumer electronics, where even minor contact can result in costly damage.
Labor cost reduction represents another compelling advantage of automated accumulation control. Manual line management requires operators to constantly monitor product flow, adjust speeds, and intervene when jams or gaps occur. Sensor automation handles these tasks automatically, allowing your workforce to focus on higher-value activities like quality control, packaging, or equipment maintenance.
Throughput optimization happens naturally when sensors provide real-time line control. The system can run at maximum safe speeds because it has instant feedback about product positions and can make split-second adjustments to prevent collisions or gaps. During downstream stoppages, the accumulation zones fill systematically while maintaining product integrity. When flow resumes, the system releases accumulated products in a controlled manner.
Modern accumulation tables equipped with photoelectric sensors and PLC-based zone control can dynamically adjust conveyor speeds across multiple zones simultaneously. This intelligent buffering responds to real-time production conditions rather than operating at fixed speeds, allowing facilities to handle variable downstream processing rates and accommodate different product types without manual changeovers. This dynamic buffering capability can increase overall line throughput by 15-30% compared to manual operation.
How Much Does It Cost To Automate Accumulation Tables With Sensors?
The investment required for sensor-based accumulation automation varies widely based on system complexity and scale. For a basic setup with a single accumulation table featuring 3-5 zones, expect to spend between $5,000 and $15,000 for sensors, a compact PLC, motor controls, and installation. This includes photoelectric sensors at approximately $100-300 each, zone controllers or variable frequency drives at $500-1,500 per zone, and a basic PLC system with programming.
Mid-sized systems spanning multiple accumulation tables or longer conveyor lines with 10-20 zones generally require investments of $25,000 to $75,000. These systems often incorporate more sophisticated control strategies, redundant sensors for critical zones, and integration with existing facility management systems.
Large-scale implementations covering entire production or distribution lines with 30+ zones and full enterprise integration can exceed $150,000. However, the return on investment typically justifies the expense. Most operations see payback periods of 12-24 months through reduced product damage, decreased labor costs, and increased throughput. When calculating ROI, factor in the cost of current product loss, overtime spent managing line issues, and lost production during stoppages. Sensor-based systems generally have low maintenance requirements, with sensors lasting 5-10 years in typical industrial environments.
Assess Your Operation For Automation Opportunities
Walk your production or distribution line with a critical eye, noting areas where product damage occurs, where manual intervention is frequently needed, or where bottlenecks consistently slow throughput. Document these pain points and reach out to a conveyor automation specialist or controls integrator who can evaluate your specific requirements and provide a detailed proposal with ROI projections tailored to your operation.